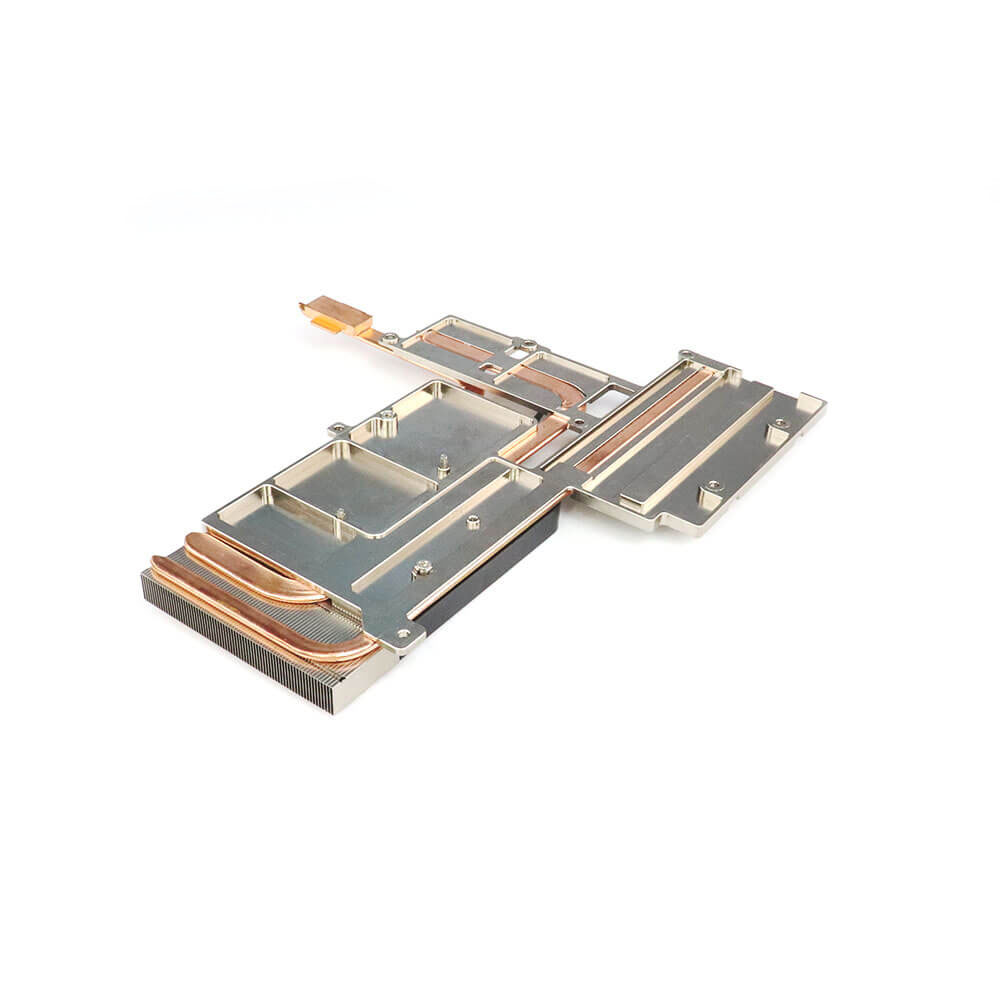
Преимущества медного радиатора под сварку следующие:
1. Радиатор высокой плотности, большая площадь рассеивания тепла, легкий вес. Для сварки отдельных ребер на нижней пластине можно выточить канавки, а ребра вставить в канавки для сварки. Ребра могут иметь плотность до 1 мм и высоту до 150 мм.
2. Пластину можно подвергнуть сложной механической обработке и встроить в тепловую трубку или паровую камеру, что значительно повысит среднюю температуру.
3. Поверхность медного сварного радиатора не окисляется при среднетемпературной обработке.
4. Медная форма сварного радиатора является гибкой, ее легко обрабатывать, устанавливать положение отверстия и избегать положения устройства.
5. Низкая стоимость пресс-формы: от микрорадиатора до большого радиатора можно быстро произвести массовое производство.
6. Высокая надежность, широко используется в ИТ-оборудовании и коммуникационном оборудовании для отвода тепла.
7. Обработка поверхности, никелирование перед сваркой меди, удаление ржавчины и масла перед сваркой меди.
Ребро может быть сложенным, L-образным ребром, изнашиваемым ребром, также может быть ребром тепловой трубы, материал обычно AL6063, AL6061, C1100 и т. д. В зависимости от различных материалов сварочный радиатор можно разделить в медный сварочный радиатор, медный паяльный радиатор, медно-алюминиевый композитный паяный радиатор, через ребристый сварочный радиатор, паяльный радиатор с тепловой трубкой. В зависимости от процесса сварочный радиатор можно разделить на высокотемпературную сварку и низкотемпературную сварку. Для среднетемпературных сварочных радиаторов необходима сварка при температуре 160-170 градусов. Обычно используемый процесс сварки - это низкотемпературная пайка, температура низкотемпературного сварочного радиатора составляет от 110 до 135 градусов, в основном без деформации, может обрабатываться с высокой точностью, может использоваться с любым оборудованием.